游惠婷,中原大學文化資產保存研究中心專任研究助理 / 收錄自《台灣建築史學會通訊第四號 2023.02》
一、前言
建於1935年的臺北機廠是臺灣第一座近代化鐵道修理工場,也是肩負臺灣鐵道車輛維修、更新、保養之最重要的場所。2015年全區指定為國定古蹟,指定範圍包含廠區工場、倉庫、露天吊車臺、移車臺、現存鐵軌、地下引道等與修理作業流程及職工福利設備相關建造物與附屬設施,例如廠區內的設備、管線、軌道等,皆為亦屬於國定古蹟的一部分,這也是產業遺產獨特之處。
屬於日治時期重要核心工場的鍛冶工場與原動室,分別於2020年2月及8月開工。鍛冶工場是臺北機廠園區率先修復的工場廠房,也是目前臺灣少見的產業遺產中鋼骨鋼筋混凝土廠房修復案例。較晚開工的原動室由不同建築師與施工廠商負責,兩者建物屬性相近在修復保存方式略有不同,故一併舉例說明。
二、臺北機廠工場配置與建築特色
1.近代化工場管理思維產線效率、節能、員工福利
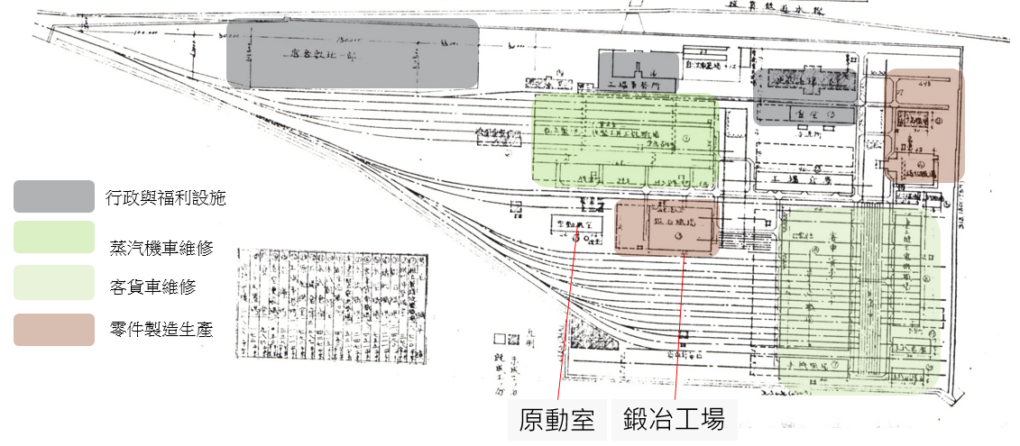
臺北機廠全區配置設計以近代化的管理觀念為主,考量了效率、節能及員工福利等,從車輛進場、拆解、檢修、組裝、試驗完成,採用標準化流程維修方式增加維修效率,同時搭配節能的觀念,廠區配置規劃依照動力能源使用需求。以製造動力能源的原動室廠房為核心,將全廠區需要的壓縮蒸汽、壓縮空氣、電力、水等動力配送至各工場。因此,為減少管線運輸距離的能源耗損,便於原動室旁邊設置需使用大型蒸汽鎚鍛造零件與生產彈簧的鍛冶工場;在蒸汽管線最末端則是員工澡堂的浴池加熱之用,達到能源節約的配置原則。
 |
| 1935年臺北鐵道工場配置圖。以原動室為核心,需要較多的蒸汽動力工場配置於較近的位置,較遠的無動力客貨車與零件製造工場,使用較少的動力能源。(底圖來源:臺北鐵道工場配置圖。《臺灣建築會誌》第六輯第五號,1934) |
2.鐵道車輛維修的最後堡壘,防災、耐震的建築特色
工場建築設計同樣融入節能、效率及員工福祉的觀念,挑高的廠房設計,採用大面開窗及高窗設計,以利室內採光及良好通風循環,減少高溫熱環境造成的職業傷害。地坪裝修多採用木磚,除了零件掉落時不易毀損外,材質柔軟得以減輕勞動者的雙腳疲勞,達到更佳的工作效率。在使用火為主的鍛冶工場則是砂質地坪可減少火災發生外,同樣有減少勞動者疲勞的功能 。
在防災與耐震方面,採用鋼骨鋼筋混凝土構造,先組立鋼骨構架、完成鋼筋綁紮,再分層澆置混凝土完成建築物本體的施工方式,鋼構的柔性搭配鋼筋混凝土的剛性,在耐震力強度上有極好的效果。在門窗部分皆採取鐵製的防火災製品,窗戶為鑄鐵窗加上鐵絲網玻璃,既可防火也具有防爆功能,通風用的高窗亦是採用較為防火的鑄鐵百葉窗。
 |  |
| 日治時期興建中的鍛冶工場,鋼構骨架以組立完成, 進入混凝土分層澆置階段(來源:臺灣鐵路管理局臺北機廠) | 日治時期的鍛冶工場大面積開窗(來源:臺灣鐵路管理局臺北機廠) |
三、臺北機廠的產業遺產建築修復與保存
1.凍結式保存的修復原則
鍛冶工場與原動室是臺北機廠廠房內少數保有較為完整的機械設備與管線的工場,一部分原因在於這些大型蒸汽鎚及燃煤與重油鍋爐、空氣壓縮機等機械在建廠設置時有相當深的混凝土基礎,難以隨著遷廠搬遷外,鍛冶工場也是較晚期裁撤的廠房,原動室則是重油鍋爐運作至關廠,故不像其他早期裁撤的工場,早已將設備拆除、改建轉做他用。
因此,在修復設計階段時,這兩座廠房在修復定調為凍結式保存,凍結在遷廠後所看到的狀態,僅作影響結構或未來使用安全的損壞部分之修繕,例如屋頂漏水問題、牆面粉刷層與混凝土結構體膨鼓,以及鋼筋裸露鏽蝕、鋼構屋架防鏽處理等。
為了貫徹最大化的保留原則,在鋼構、鋼筋鏽蝕、牆面粉刷層等構造之損壞與修復採取分級處理。分別如下:
(1)鋼構修復:依照瑞典標準協會SIS-05-5900分成A~D四個等級,輕微的A、B級生鏽,僅處理表面髒汙;C級鏽蝕已出現鏽孔,故除鏽及防鏽處理。D級鏽蝕嚴重已達鏽穿狀態則局部抽換更新。
(2)鋼筋鏽蝕:僅表面生鏽之鋼筋則表面除鏽後,表面塗佈塗刷鏽轉換劑;截面積已鏽蝕一半以上,已失去作用者以新鋼筋搭接,兩者表面街塗佈鏽轉換劑。
(3)牆面粉刷層:依據室外與室內有不同損壞修復的判定,室外部分,當有裂痕、有大片膨鼓,以手工氣動工具可輕易敲除處,敲除後重新粉光;室內牆面留有各時期的員工生活歷史痕跡,為保留產業遺產的一部分,故若室內牆面有輕微裂痕、膨鼓,只要無明顯隆起及安全問題,採取現況保留不做處理,未來若局部掉落再修補即可。修復原則方面,僅能以氣動工具敲除,周邊無膨鼓的粉刷層不需敲除,再施作水泥砂漿。舊粉刷層不規則的界面交錯,避免日後產生施工縫之龜裂。
將損壞與修復分級,以及確實落實施行,不僅能有效控制修復工程預算,最重要的是可保留不同時期工場的使用或修繕痕跡,保留更多國定古蹟的價值。
 |  |
2.修復前的保護措施
廠內有許多不可動的既存機械、管線,而這些管線長期缺乏保養,加上年久材質老化等狀況構造已較為脆弱,須謹慎避免施工中碰撞造成不可逆之損壞,造成古蹟價值的減損。因此,鍛冶工場在假設工程採取較高規格的防撞、防塵、防污染臨時保護措施,施作方式與材料如下:
(1)管線保護:先使用防撞泡棉包覆管線,再以厚帆布(0.4cm厚度)包覆。
(2)機械保護:先使用聚苯乙烯板(PS板,厚度1cm),再以厚帆布包覆。
由於包含施工架組立、拆除物掉落、施工架拆除等施工過程中,皆可能發生碰撞造成廠房內外機械設備、管線等既有物件構造局部毀損之情況,而且施工廠商在人員管控、教育或現場監督方面,也難以隨時面面俱到。因此對於文化資產修復工程,這類既存於現場的不可移動之管線或機械設備較為少見,較易忽視保護,但對於產業遺產類型的建築構造物而言,反而亦是重要價值所在。
 |  |
| 鍛冶工場設備保護先以 聚苯乙烯板做防撞擊保護(202004) | 鍛冶工場管線類以泡棉做防撞擊保護 (202004) |
 | |
| 鍛冶工場機具設備、管線最後再包覆厚帆布完成防塵、 防水保護,地坪也全面鋪設夾板保護(202005) |
3.修復過程中的保存課題
在鍛冶工場、原動室有些損壞是由設備積年累月運作而形成,例如鍛造加熱用鍋爐,或蒸汽動力鍋爐因燃燒產生的黑煙或水蒸汽,長期下來在天花板或牆面上產生粉刷層膨鼓或掉落露出混凝土結構體,但表面留有氣體髒汙的痕跡,這些痕跡皆代表著工場曾經運作過歷史刻印,在經過工程期間的討論後,局部保留了受污染的狀態,未全面以統一的修復標準重新粉光。
除此之外,原動室以現況保存嚴重鏽蝕的鑄鐵百葉窗。經工程中的調查發現損壞較嚴重、工法特殊,現有修復技術無法修復,皆具有難以再現之價值,經過文資委員現勘諮詢檢討後,在無安全疑慮下設計保護措施與採取現況保存。
構造物或物件保存課題時,建議可回歸產業遺產的價值來檢視,在其價值的重要次序作為原則來評估,尤其文化資產修復過程中經常有隱蔽處、或是修復設計階段時無法確認構造工法的狀況,藉由施工過程中,反而才有機會能夠再次調查與釐清過往無法探究之處,亦可避免過度修復造成價值減損的問題。
 |  |
| 原動室天花板粉刷層敲除後新作。 深色部分為受鍋爐排氣影響污染之部分(202209) | 原動室屋頂上採取現況保存的通風用鑄鐵百葉窗, 生鏽嚴重無法以局部抽換的方式修復, 若全更新又會將早期的工法特色移除(202112) |
四、結語
產業遺產的古蹟價值主要是由該產業運作當時的系統所組成,這之中也包含維持廠房運作的勞動者們,如何在修復中保存生活痕跡也是一個產業遺產必須面對的課題。因此在進入單棟產業遺產的修復設計及訂定修復原則時,對於該產業遺產的特色及價值需有相當程度地瞭解,才能在修復、保存以及價值呈現上取得平衡。
除此之外,在本文未著墨的尚有建築的構造工法與材料,其本身通常也是其他產業遺產的一部分,例如經鋼構調查發現鋼材為日本官營八幡製鐵所生產,在日本的鋼鐵產業發展佔有一席之地,也是世界遺產「明治日本的工業革命遺產製鐵・製銅、造船、煤炭產業」之一。這類運用當時期先進工業產業之材料或構造工法,展現出工業產業能力也屬於產業遺產建築的特色之一。
 |
| 原動室屋架鋼構的生產鋼印印記「S75-65」, S符號表示八幡製鐵所之商標,數字為公制尺寸,單位為厘米。 |